welding two pieces of sheet metal no seam Welding is a joining method that uses heat to fuse two or more pieces of sheet metal, sometimes using a filler rod. . If aesthetics and consistency are critical, welding, especially methods like seam, MIG, or TIG welding, is preferable due to its ability to create visually appealing continuous seams. Additionally, welding is better for parts .
Chassis Tabs, Bulkhead Mount, Steel, Black, 5/64 in. Thick, 1 11/16 in. Tall, 1 in. Wide, 7/16 in, Hole, Each. Part Number: AAF-ALL60093. 4.0 out of 5 stars
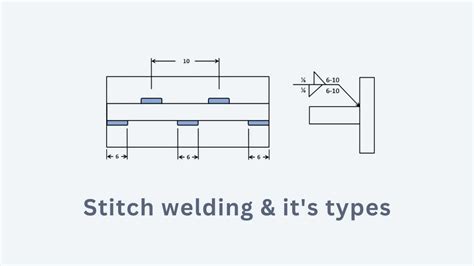
0 · stitch welding sheet metal
1 · sheet metal welding process
2 · sheet metal welding parts
3 · sheet metal welding methods
4 · sheet metal welding guide pdf
5 · metal welding sheet metal
6 · joining sheet metal without welder
7 · how to weld sheet metal
Tuf-Tite 4-Hole Distribution Box. Comes complete with a lid. Lid is 11' x 11' -- Box is 15-1/2' tall -- There is a 2' drop between inlet and outlets for proper flow to the field lines. Used with multiple schedules of 4' Pipe sch40 pvc, sch 20 pvc, sdr 26 green pvc pipe. Includes 3 Orange Seals & 3 Yellow Rings. The rings are for different such .
One of the most common methods of joining two pieces of metals together is through welding. However, there are several alternatives to welding methods that can be used to do this. It is possible to join metal pieces by methods like riveting, soldering, bolting or brazing. Seam welding, or fillet welding, is one of the most common methods we use at Approved Sheet Metal. This arc welding method uses a . Note the weld seam is still visible. If we overlap the weld dots, it will resolve that so when you weld, planish, grind, and then do sanding after all is final, we should have a seam that duplicates the factory metal. No stepped . Explore expert sheet metal welding services, offering precision, durability, and custom solutions for all your industrial and commercial needs . As the wire melts in the puddle, it stimulates the joining of the metal pieces together, firming a bead-like seam at the joint. The MIG welding method is known for its high speed, yet it creates firm .
The goal when lining up patch panels is to have the two separate pieces of metal sitting flush and on the same plane. So unless you’re an octopus or a mythical creature with more than two hands you’ll need a hands-free way to hold sheet metal in place when welding. . they give a fully penetrated weld seam with no overlapped metal that can . Welding is a joining method that uses heat to fuse two or more pieces of sheet metal, sometimes using a filler rod. . If aesthetics and consistency are critical, welding, especially methods like seam, MIG, or TIG welding, is preferable due to its ability to create visually appealing continuous seams. Additionally, welding is better for parts . old memory from early o/a welding. The gap was tapered. The object was to finish the weld with no gap or overlap. As the weld cools it shrinks pulling the gap closed. yep my 1937 linde oxwelders handbook states long seams (over 10-12 inches) gap steel 1/4 to 3/8 in per foot . the exact gap depends on the welder's technique . Terry Lap joints are commonly used to join two pieces of metal with differing thicknesses.Here are the welding styles for lap joints: Bevel-groove weld; J-groove weld; Flanged lap joint; Flare-bevel-groove weld; Slot weld; Spot weld; Fillet weld; Seam weld; Lap joints are often used in sheet metal applications, such as ductwork, frames, and other .
Corner Outside Seams. The corner welding joint on the outer edge of the piece is one of the most common types of weld in the sheet metal industry. L-shaped joinery is created when two metal parts are connected at right angles. Boxes, box frames, and similar fabrications are often made with these types of connectors. V-Seams 3 Expert Weldment Techniques at Approved Sheet Metal. Simply defined, a weldment is a larger unit formed by welding an assembly of custom sheet metal pieces together. When you’re dealing with larger parts, basic MIG or TIG welding techniques aren’t always the most efficient or cost-effective solutions. Our team uses different welding . Today's auto sheet metal is a different critter than the old 30's and 40's cars I used to mess with (and messed up a few). . like it would straddling an un-backed seam. I also plug weld a strip behind when I am going to butt weld a seam all the way (like on a top chop pillar) because it give "more meat" to weld, and makes the task wayyyyy . Where possible try and get the two pieces of sheet to be as level with one another as possible. Reason, if you have say 1/3 of the thickness standing higher than the other then once you have welded it when it cones to grinding back to blend in you will need to take away some of that metal that is standing proud and will thin the 1.0 mm to aprox 0.7 mm making for a thin .
Open corner weld joints are useful for welding thin sheet metal or gauge sheets. This is also called corner-to-corner joint. Open corner joints are difficult to position (fitment) and hence requires use of fixturing. . Corner joint welding is a type of welding where two pieces of metal are joined together at an angle, usually at 90 degrees . Metal Pieces fit together with No SeamThis is possible because of electrical discharge machining.
To be specific, if I have two sections of, say 1/8"x6"x6" steel plate that overlap each other by 3"- and, say I want to weld the two parallel pieces together. And, let's say I want to stitch weld the seams, that is, not a continuous weld for the full length of the overlap. Butt welding sheet metal is a fundamental welding technique that involves joining two metal sheets end-to-end. This process creates a strong and durable weld, . One of the primary pieces of equipment needed for butt welding is a welding machine capable of generating the necessary heat and power to fuse the metal sheets. TIG . Seam weld I use a 6" alu channel to the underside of the seam and have two pieces of 1" x 4" solid alu either side of the seam leaving about 1 1/2" of a gap lengthways along the seam.Have the channel and solid longer than the sheet and clamp securley tack every 1" - 1 1/2" And weld in one direction with as fast a travel speed as possible. The simplest method of welding two pieces of metal together is known as pressure welding. The ends of metal are heated to a white heat-for iron, the welding temperature should be about 1300 ∘ C-in a flame.At this temperature the metal becomes plastic.
During welding, the welding arc 5 is ignited between the electrode and the workpiece. The high temperature (6000 to 7000°C) generated by the arc melts the base material of the electrode and the workpiece at the welded part (with a melting point generally around 1500°C) to form a molten pool 6. Hi Guys, Say, I want to make a simple sheet metal box, (preferably with the top edges hemmed), and I want to show the four vertical corners seam welded and water tight. . Sheet metal box : seam weld Anonymous. Not applicable 02-26-2006 06:56 PM. Mark as New; Bookmark; Subscribe; . I have personally used a two stage process for the weld . I've used a spot welder loads on time at college and the key to success is trialling the settings with the thickness of metal you want to spot weld. Then using the pilers, vice an peel test to break the pieces apart. If the metal breaks around the weld and the weld itself is still firmly stick to the lower piece then you know the settings were .
Seam welding can be done using various methods, including resistance welding, laser welding, and friction welding. In resistance welding, an electric current is passed through the two pieces of metal, creating heat that melts the edges of the metal sheets. Pressure is then applied to the two pieces of metal, creating a seamless weld along the . The weld is made by passing the torch along the seam of the two pieces of metal. As with spot welding, the welder must move quickly so that the weld does not cool and harden before it has had a chance to join the two pieces of metal together. Butt tack welding is used to join two pieces of metal together permanently. The weld is made by passing . 3. Adjust Your Torch Angle. Changing the torch angle when MIG welding goes a long way to preventing burn-throughs. Make sure you adjust the angle to shorten the distance between the tip and the metal, no matter the welding position you work in.This will make the arc more stable, giving you more control over the weld and lessening the chance of burn-through.
When you touch two pieces of metal together in atmosphere, you're touching the oxides together, not the metal itself. In space, those oxides don't form because there's no atmosphere to react to. So when the metals touch, the surface metals don't have anything between eachother. In metal inert gas welding (MIG) or metal arc welding, an electric arc is used to melt filler material and join two or more pieces of sheet metal together. An inert shielding gas (pure helium or argon) is used to protect the arc from atmospheric contamination. . TIG welding produces perfect, high quality welds and spatter-free weld seams . Chapter #6 – Sheet Metal Seams. Seams run longitudinal along the length of the duct run, while joints run transverse (across). Seams run parallel to the air flow, while joints are perpendicular to the air flow. The seams hold together the duct or section of a single fitting as opposed to a joint that connects two separate pieces together.Resistance Seam Welding. Spot and seam welding are closely related. The primary difference between the two methods is motor-driven wheels moving the electrodes in seam welding. Typically, seam welding is used to produce watertight or continuous gas joints, such as a gas tank. Refer to Figure 2 for an illustration of the seam welding process.
surface electrical boxes
FAQs – fix broken metal without welding How do you join two pieces of metal without welding? The best way to join two pieces of metal without welding is to use a method called brazing. Brazing is a process where two pieces of metal are joined together by using a filler metal that has a lower melting point than the base metals.
stitch welding sheet metal
sheet metal welding process
sheet metal welding parts

Tractor Supply 70 in. x 20 in. x 14 in. Aluminum-Steel Hybrid Low-Profile Crossover Truck Tool Box
welding two pieces of sheet metal no seam|sheet metal welding guide pdf