cnc machine quartz inside corner radius There are actually a lot of tools and equipment out there that will give you sharp internal corners to varying extents, but they nearly all share something in common: they’re . See more Anywhere you have wires spliced together, you need a junction box. Building codes require this protection because contact between wires can cause a spark. That's dangerous.
0 · radius for corners
1 · machining internal corners square
2 · machine square inside corners
3 · corner square radius
4 · corner radius for cnc milling
5 · corner radius cnc
6 · cnc corner radius chart
7 · angle radius for cnc
It has a durable steel framework and supports a maximum weight capacity of 350 pounds for twin size and 700 pounds for other sizes. It has a 9 inch height and comes in a .
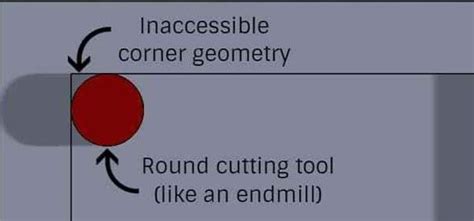
These dreaded square inside corners are anywhere that a round cutting tool will have a hard time reaching. Let me illustrate: Since the tool needs to rotate in order to cut, there is no way for one of these styles of tool to make a sharp inside corner. See moreWhile these square corners look great on paper (or a computer screen), they’re often simply not a good way to make machined components. Let’s look at some common alternatives. See moreThere are actually a lot of tools and equipment out there that will give you sharp internal corners to varying extents, but they nearly all share something in common: they’re . See more
It might be that the part you want to produce doesn’t need to be machined. Or maybe it could be made using a few different processes. . See more
With CNC machining corner radius, it is generally not possible to achieve a perfectly sharp angle on internal corners. The corner radii you choose for your design can have a dramatic effect on how efficiently it can be . I have a question how one would machine a .400 wide by 2.3” long slot that requires a .063” radius in corners while the depth of the slot is 1.4” in Aluminum 6061. I’ve tried . Why is it arbitrarily choosing a radius for a square corner and not defaulting to a the cutter radius? Example: 4" square, 3/8 cutter on in inside contour, should leave 3/16" .
As a best practice, we recommend modeling your design with at least 0.02″ – 0.05″ added to internal corner radii, or in this example, a dimension of 0.27″ – 0.30″. This allows the cutter to turn slightly, without coming to a .• Radius all inside corners for U-shaped and L-shaped tops in order to lessen corner stresses to a minimum diameter of 3/8". • The recommended minimum edge profile is a 1/8" bevel. The . Inside corners that result in a radius are a commonly overlooked issue when designing a part for machining. As of yet, there isn’t a magic way to cut a corner on a CNC router with a sharp 90º corner. We have some great . This part has R0.3 inside corners and is 0.8” thick. A ½” end mill will be used which has a maximum LOC of 1.5”. If this part was designed with R0.25, then a 3/8” end mill would likely be used.
So if your mateing part has a square corner you would need to pre drill the material out of the inside corner where the radius would normally be before you mill it (the dashed .
radius for corners

The size of an inside corner’s radius is up to you, but we recommend allowing for the largest possible radii when designing your part for precision machining services. The bigger the .While these square corners look great on paper (or a computer screen), they’re often simply not a good way to make machined components. Let’s look at some common alternatives. Radiused Corner. For many applications, (approximately 99.735% of the time, actually) you can simply allow for a radius to be in the corner.
electric cool box with mains adapter
With CNC machining corner radius, it is generally not possible to achieve a perfectly sharp angle on internal corners. The corner radii you choose for your design can have a dramatic effect on how efficiently it can be machined – and the final finish quality of the machined part. I have a question how one would machine a .400 wide by 2.3” long slot that requires a .063” radius in corners while the depth of the slot is 1.4” in Aluminum 6061. I’ve tried many different things and keep getting a very aweful finish in the corners. Why is it arbitrarily choosing a radius for a square corner and not defaulting to a the cutter radius? Example: 4" square, 3/8 cutter on in inside contour, should leave 3/16" corner radius by default.
As a best practice, we recommend modeling your design with at least 0.02″ – 0.05″ added to internal corner radii, or in this example, a dimension of 0.27″ – 0.30″. This allows the cutter to turn slightly, without coming to a complete stop—like the above diagram on the right.• Radius all inside corners for U-shaped and L-shaped tops in order to lessen corner stresses to a minimum diameter of 3/8". • The recommended minimum edge profile is a 1/8" bevel. The preferred minimum edge profile is a 1/8" Pencil Round edge. • Extra adhesive should be placed on all corners along all joints. Radius gauge the outside curve or insert a wood plug in the hole and pickup the radius using dividers. Rough the blank on the band-saw then drill, bore, and ream the holes. Make a pin for each of the hole diameters.
machining internal corners square
Inside corners that result in a radius are a commonly overlooked issue when designing a part for machining. As of yet, there isn’t a magic way to cut a corner on a CNC router with a sharp 90º corner. We have some great solutions for this. Other than 0.250" corner radius (which is a big one), it's a system that typically leaves enough to minimize corner blowout. Typically want a 0.010" clean up pass. In my experience 0.010 extra radius on a 0.5-inch cutter works fine pocketing in in aluminum.
This part has R0.3 inside corners and is 0.8” thick. A ½” end mill will be used which has a maximum LOC of 1.5”. If this part was designed with R0.25, then a 3/8” end mill would likely be used.While these square corners look great on paper (or a computer screen), they’re often simply not a good way to make machined components. Let’s look at some common alternatives. Radiused Corner. For many applications, (approximately 99.735% of the time, actually) you can simply allow for a radius to be in the corner.
With CNC machining corner radius, it is generally not possible to achieve a perfectly sharp angle on internal corners. The corner radii you choose for your design can have a dramatic effect on how efficiently it can be machined – and the final finish quality of the machined part.
I have a question how one would machine a .400 wide by 2.3” long slot that requires a .063” radius in corners while the depth of the slot is 1.4” in Aluminum 6061. I’ve tried many different things and keep getting a very aweful finish in the corners. Why is it arbitrarily choosing a radius for a square corner and not defaulting to a the cutter radius? Example: 4" square, 3/8 cutter on in inside contour, should leave 3/16" corner radius by default.

As a best practice, we recommend modeling your design with at least 0.02″ – 0.05″ added to internal corner radii, or in this example, a dimension of 0.27″ – 0.30″. This allows the cutter to turn slightly, without coming to a complete stop—like the above diagram on the right.• Radius all inside corners for U-shaped and L-shaped tops in order to lessen corner stresses to a minimum diameter of 3/8". • The recommended minimum edge profile is a 1/8" bevel. The preferred minimum edge profile is a 1/8" Pencil Round edge. • Extra adhesive should be placed on all corners along all joints.
Radius gauge the outside curve or insert a wood plug in the hole and pickup the radius using dividers. Rough the blank on the band-saw then drill, bore, and ream the holes. Make a pin for each of the hole diameters.
machine square inside corners
Inside corners that result in a radius are a commonly overlooked issue when designing a part for machining. As of yet, there isn’t a magic way to cut a corner on a CNC router with a sharp 90º corner. We have some great solutions for this. Other than 0.250" corner radius (which is a big one), it's a system that typically leaves enough to minimize corner blowout. Typically want a 0.010" clean up pass. In my experience 0.010 extra radius on a 0.5-inch cutter works fine pocketing in in aluminum.

electric cool boxes for sale
electric control box supplier
If you're in the market for a sturdy and reliable foundation for your full-sized mattress, look no further than the ZINUS 5 Inch Metal Smart Box Spring. This innovative box spring is .
cnc machine quartz inside corner radius|corner radius for cnc milling