clearance in sheet metal cutting 10 percent of the metal's thickness is a good cutting clearance for each side of the punch. These are good starting guidelines for cutting, but they aren't entirely true. Let's examine each misconception. "Keep your workshop or garage organized with a Stack-On, two-shelf wall cabinet. This welded steel cabinet comes mostly assembled. The door handles can be mounted in minutes. Cabinet has two fixed shelves that can hold up to 65 lbs. each. Doors close with double enforced powerful magnetic strip that holds the cabinet door securely closed.
0 · sheet metal cutting clearance
1 · cutting clearance standards
2 · cutting clearance definition
3 · cutting clearance chart
4 · cutting clearance
5 · clearance for cutting steel
6 · clearance for cutting profile
7 · best clearance for cutting
Numerous welders utilize 0.023-inch diameter wires and 0.024 inches for slimmer sheet metals. 18-gauge metals such as stainless steel have wire diameters of 0.030 and 0.034 inches. Align your torch angle to stop .
Depending on the hardness and thickness of the material being cut, the ideal clearance can vary anywhere from 5 to 20 percent per side. Burr size, die rollover, burnish band and fracture zones are commonly used to .The document discusses the calculation of cutting clearance between the punch and die in sheet metal cutting operations. It defines cutting clearance and explains that the optimal amount depends on factors like material type and .
Importance of clearance between punch and die in sheet metal cutting.Some details can be found in the following video:https://www.youtube.com/watch?v=Rn31IEO.Clearance is an important factor in the design of a sheet metal cutting process. As discussed earlier, cutting clearance is the straight line, lateral distance between the edge of the punch . 10 percent of the metal's thickness is a good cutting clearance for each side of the punch. These are good starting guidelines for cutting, but they aren't entirely true. Let's examine each misconception.Recommended clearance between punch and die is up to 2%. It depends on the type of sheet metal cutting operation, material, and thickness. Various types of sheet metal cutting processes are available to remove material from sheet .
sheet metal cutting clearance
Have you ever wondered how a simple metal plate transforms into a precise, high-quality part? This article unravels the secrets of the blanking process, focusing on the critical role of blanking clearance. Learn how . Ever wondered why some metal sheets come out perfectly flat while others warp and distort? This article reveals the secrets behind cutting forces in rotary plate shears. You’ll learn how different angles and clearances .Cutting and punching clearances should be increased with increasing sheet material strength. The clearances range from about 6% of the sheet material thickness for mild steel up to 16% or even higher as the sheet metal tensile strength exceeds 1400 MPa.
innerduct junction box
Depending on the hardness and thickness of the material being cut, the ideal clearance can vary anywhere from 5 to 20 percent per side. Burr size, die rollover, burnish band and fracture zones are commonly used to characterize the quality of the shear edge.The document discusses the calculation of cutting clearance between the punch and die in sheet metal cutting operations. It defines cutting clearance and explains that the optimal amount depends on factors like material type and thickness. Importance of clearance between punch and die in sheet metal cutting.Some details can be found in the following video:https://www.youtube.com/watch?v=Rn31IEO.Clearance is an important factor in the design of a sheet metal cutting process. As discussed earlier, cutting clearance is the straight line, lateral distance between the edge of the punch and the edge of the die hole.
cutting clearance standards
10 percent of the metal's thickness is a good cutting clearance for each side of the punch. These are good starting guidelines for cutting, but they aren't entirely true. Let's examine each misconception.Recommended clearance between punch and die is up to 2%. It depends on the type of sheet metal cutting operation, material, and thickness. Various types of sheet metal cutting processes are available to remove material from sheet metal stock. Have you ever wondered how a simple metal plate transforms into a precise, high-quality part? This article unravels the secrets of the blanking process, focusing on the critical role of blanking clearance. Learn how optimizing this parameter can enhance die life and improve production efficiency.
Ever wondered why some metal sheets come out perfectly flat while others warp and distort? This article reveals the secrets behind cutting forces in rotary plate shears. You’ll learn how different angles and clearances affect the quality and efficiency of metal shearing.It explains that proper cutting clearance is necessary for tool life, part quality, and reducing stress. Both excessive and insufficient clearance can cause issues like burrs. Optimum clearance results in a smooth cut edge. Misalignment between the punch and die also affects the cut.
Cutting and punching clearances should be increased with increasing sheet material strength. The clearances range from about 6% of the sheet material thickness for mild steel up to 16% or even higher as the sheet metal tensile strength exceeds 1400 MPa. Depending on the hardness and thickness of the material being cut, the ideal clearance can vary anywhere from 5 to 20 percent per side. Burr size, die rollover, burnish band and fracture zones are commonly used to characterize the quality of the shear edge.
The document discusses the calculation of cutting clearance between the punch and die in sheet metal cutting operations. It defines cutting clearance and explains that the optimal amount depends on factors like material type and thickness.
Importance of clearance between punch and die in sheet metal cutting.Some details can be found in the following video:https://www.youtube.com/watch?v=Rn31IEO.
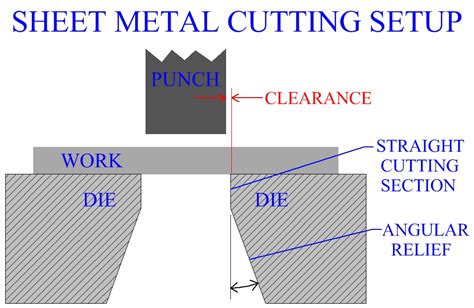
Clearance is an important factor in the design of a sheet metal cutting process. As discussed earlier, cutting clearance is the straight line, lateral distance between the edge of the punch and the edge of the die hole.
10 percent of the metal's thickness is a good cutting clearance for each side of the punch. These are good starting guidelines for cutting, but they aren't entirely true. Let's examine each misconception.Recommended clearance between punch and die is up to 2%. It depends on the type of sheet metal cutting operation, material, and thickness. Various types of sheet metal cutting processes are available to remove material from sheet metal stock. Have you ever wondered how a simple metal plate transforms into a precise, high-quality part? This article unravels the secrets of the blanking process, focusing on the critical role of blanking clearance. Learn how optimizing this parameter can enhance die life and improve production efficiency. Ever wondered why some metal sheets come out perfectly flat while others warp and distort? This article reveals the secrets behind cutting forces in rotary plate shears. You’ll learn how different angles and clearances affect the quality and efficiency of metal shearing.
install flood light without junction box
cutting clearance definition
install electrical box metal stud
inside cnc machine
Profile: Welded Sheet Metal Specialty Co. concentrates in light gage sheet metal fabrication. We use metals which include aluminum, steel, stainless, brass & copper. We serve industries like architectural, medical, aerospace, electronics, food, material handling & marine.
clearance in sheet metal cutting|cutting clearance