c25 welding sheet metal MIG welding sheet metal requires precision and the right tools. Here’s a streamlined approach, complete with examples, to help you achieve perfect welds on thin metals. 1. Choosing the Right MIG Welder for Thin . New Combo 3-in-1 Sheet Metal Machines. A machine with multiple combinations including a brake, shear, or a bending roll.
0 · c25 welding gas tank sizes
1 · c25 welding gas near me
2 · c25 gas for mig welding
3 · 75% argon 25% co2 cost
4 · 75% 25% welding gas cylinder
5 · 75 25 welding gas price
6 · 75 25 welding gas bottles
Compare our price of $249.99 to SNAP-ON at $1565 (model number: KRA4059FPBO). Save $1,315.01 by shopping at Harbor Freight. The U.S. GENERAL® Series 3 Tool Storage line features uniform case heights, depths, drawer pulls, and cosmetic finishes so that the entire setup looks and functions consistently as a family.I know Homak has a 72x22 stainless top, but Iv never seen anyone slap it on a Us General. I went with a butcher block top. Works for me since I don’t use my top as a work bench.
Ballpark number for shield gas flow rate for manual MIG welding (GMAW) is usually 20 cfh, give or take. Generally +/- 5 cfh is in the usually OK range. YMMV, depending .About the only place this becomes a problem is welding thin sheet metal. .
MIG welding sheet metal requires precision and the right tools. Here’s a streamlined approach, complete with examples, to help you achieve perfect welds on thin metals. 1. Choosing the Right MIG Welder for Thin . While carbon dioxide (CO2) is commonly used for welding steel, a mixture of argon and carbon dioxide (often referred to as C25) is preferred for welding stainless steel or aluminum. The selection of the appropriate shielding . A 75% argon/25% carbon dioxide mix (sometimes referred to as “C25 gas”) is very common for welding mild steel. It produces minimal spatter and provides good arc characteristics. It also has a good bead profile, allowing it to . I've been practice welding some 20 and 22 guage sheet metal because we are replacing the floor pans soon in a 66 GTO. Just wondering what a good flow rate is for the C25 .
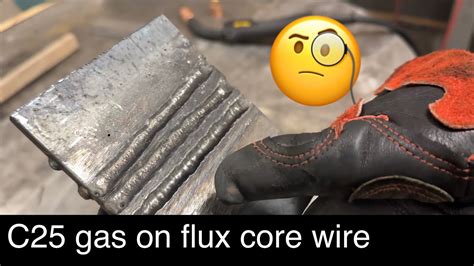
The C25 gives you good penetration and short-circuiting transfer for welding on sheet metal if you don’t have pulsing capabilities. If, however, you want to go into spray transfer and achieve a cleaner weld profile, all with .
About the only place this becomes a problem is welding thin sheet metal. There, the greater penetration is a handicap rather than an aid. It's also not possible to weld using axial spray transfer with 100% CO2, which can be a .
These properties mean you can weld thicker metal with your MIG welder, have faster travel speeds, and cut through rust and mill scale more easily when using pure carbon dioxide. But it also means thin metal will be hard to .Most welders agree that the C25 mixture (75% argon/25% CO2) is the best choice for mild steel, but you should be cautious with sheet metal. CO2 in the mixture stabilizes an arc and produces a good weld bead but provides higher . Ballpark number for shield gas flow rate for manual MIG welding (GMAW) is usually 20 cfh, give or take. Generally +/- 5 cfh is in the usually OK range. YMMV, depending on wind or breeze conditions and also the torch size and stick-out distance.
MIG welding sheet metal requires precision and the right tools. Here’s a streamlined approach, complete with examples, to help you achieve perfect welds on thin metals. 1. Choosing the Right MIG Welder for Thin Metal: Ideal Specs: A 140 amp, 110V welder works well for metals up to 1/8". Typically, if you’re welding mild steel and you are welding indoors using pure CO 2 or a 75/25 Ar/CO 2 mix, a good gas pressure range for MIG welding is 10-15 CFH. But, if you notice any porosity, increase it to the recommended flow rate of 20-30 CFH.
While carbon dioxide (CO2) is commonly used for welding steel, a mixture of argon and carbon dioxide (often referred to as C25) is preferred for welding stainless steel or aluminum. The selection of the appropriate shielding gas directly impacts the stability of the arc, weld penetration, and overall weld appearance.
A 75% argon/25% carbon dioxide mix (sometimes referred to as “C25 gas”) is very common for welding mild steel. It produces minimal spatter and provides good arc characteristics. It also has a good bead profile, allowing it to wash out well at the toes of the weld. I've been practice welding some 20 and 22 guage sheet metal because we are replacing the floor pans soon in a 66 GTO. Just wondering what a good flow rate is for the C25 gas when welding thin sheet metal inside the garage?
The C25 gives you good penetration and short-circuiting transfer for welding on sheet metal if you don’t have pulsing capabilities. If, however, you want to go into spray transfer and achieve a cleaner weld profile, all with minimal spatter, then blends with greater than 80% argon are recommended. About the only place this becomes a problem is welding thin sheet metal. There, the greater penetration is a handicap rather than an aid. It's also not possible to weld using axial spray transfer with 100% CO2, which can be a handicap to efficiency.
These properties mean you can weld thicker metal with your MIG welder, have faster travel speeds, and cut through rust and mill scale more easily when using pure carbon dioxide. But it also means thin metal will be hard to weld. Increasing your welding travel speed helps, but on very thin metal, it will be difficult.Most welders agree that the C25 mixture (75% argon/25% CO2) is the best choice for mild steel, but you should be cautious with sheet metal. CO2 in the mixture stabilizes an arc and produces a good weld bead but provides higher penetration.
c25 welding gas tank sizes
Ballpark number for shield gas flow rate for manual MIG welding (GMAW) is usually 20 cfh, give or take. Generally +/- 5 cfh is in the usually OK range. YMMV, depending on wind or breeze conditions and also the torch size and stick-out distance. MIG welding sheet metal requires precision and the right tools. Here’s a streamlined approach, complete with examples, to help you achieve perfect welds on thin metals. 1. Choosing the Right MIG Welder for Thin Metal: Ideal Specs: A 140 amp, 110V welder works well for metals up to 1/8". Typically, if you’re welding mild steel and you are welding indoors using pure CO 2 or a 75/25 Ar/CO 2 mix, a good gas pressure range for MIG welding is 10-15 CFH. But, if you notice any porosity, increase it to the recommended flow rate of 20-30 CFH. While carbon dioxide (CO2) is commonly used for welding steel, a mixture of argon and carbon dioxide (often referred to as C25) is preferred for welding stainless steel or aluminum. The selection of the appropriate shielding gas directly impacts the stability of the arc, weld penetration, and overall weld appearance.
A 75% argon/25% carbon dioxide mix (sometimes referred to as “C25 gas”) is very common for welding mild steel. It produces minimal spatter and provides good arc characteristics. It also has a good bead profile, allowing it to wash out well at the toes of the weld. I've been practice welding some 20 and 22 guage sheet metal because we are replacing the floor pans soon in a 66 GTO. Just wondering what a good flow rate is for the C25 gas when welding thin sheet metal inside the garage? The C25 gives you good penetration and short-circuiting transfer for welding on sheet metal if you don’t have pulsing capabilities. If, however, you want to go into spray transfer and achieve a cleaner weld profile, all with minimal spatter, then blends with greater than 80% argon are recommended. About the only place this becomes a problem is welding thin sheet metal. There, the greater penetration is a handicap rather than an aid. It's also not possible to weld using axial spray transfer with 100% CO2, which can be a handicap to efficiency.
These properties mean you can weld thicker metal with your MIG welder, have faster travel speeds, and cut through rust and mill scale more easily when using pure carbon dioxide. But it also means thin metal will be hard to weld. Increasing your welding travel speed helps, but on very thin metal, it will be difficult.

parts needed for a cnc router
parchem sheet metal inc
$769.00
c25 welding sheet metal|c25 welding gas near me