arc welding sheet metal Seam welding, or fillet welding, is one of the most common methods we use at Approved Sheet Metal. This arc welding method uses a . Sheet Metal Mechanic: 105,000+ Jobs. Tool and Die Maker: 60,000+ Jobs. Press Brake Operator: 162,000+ Jobs. Pipe Fitter: 94,000+ Jobs. Metal Fabricator: 77,000+ Jobs. What is Metal fabrication? Metal fabrication is a process .
0 · when was stick welding invented
1 · what is stick welding called
2 · shielded metal arc welding videos
3 · shielded metal arc welding pdf
4 · shielded metal arc welding electrodes
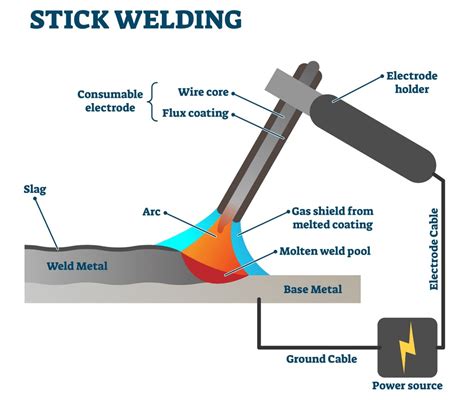
5 · shielded metal arc welding diagram
6 · mig welding sheet metal basics
7 · arc welding automotive sheet metal
Dedicated high specification Electronic Expansion Valves (EEVs) per circuit ensure precise refrigerant control for high space comfort and reliable system operation. See more
Still, it’s possible to weld thin sheet metal using the MIG (GMAW), TIG (GTAW), and stick (SMAW) processes. But MIG and TIG provide the best results. This article will teach you how to weld thin gauge metal using each arc .
Seam welding, or fillet welding, is one of the most common methods we use at Approved Sheet Metal. This arc welding method uses a . Can a stick welder weld thin sheet metal? Find out the limitations and the minimum thickness you can arc weld and the best methods of welding sheet metals.Arc welding is the best method for joining thin-gauge material, but you must know how to weld thin metal with arc welder first. Let’s find out all about it from this .
Understanding the Stick Welding and Its Benefits for Sheet Metal. Stick welding, also known as shielded metal arc welding (SMAW), is a versatile and widely used welding process that involves the use of an electrode coated . Minimizing burn-through and distortion is essential to obtaining a good weld when gas metal arc welding thin-gauge materials. Gas metal arc welding (GMAW) is an effective method for joining light-gauge metals such as . When it comes to welding slimmer metal sheets, MIG and TIG are the best option. The two work perfectly on nearly all material types. Nonetheless, if your aluminum or stainless steel metal sheets are too thin, we recommend . Stick welding of sheet metal shall be carried out using AWS A5.1/A5.1M E6013 (CWB/CSA W48-06 E4313) type electrode of diameter 5/64 inch or 2.0 mm. E6013 types electrode offer very good arc stability, easy-to .
MIG welding, also known as Gas Metal Arc Welding (GMAW), is a popular method of sheet metal welding due to its ease of use, control of weld deposit (using tack welding or . I use 6010/6011 for thin sheet metal. Heat and establish a puddle, move along your welding direction far enough to allow the puddle to freeze (keep moving. only pause at the puddle) and then move back to establish a puddle in the crater. Out, keep moving; in .its been a few years since i actively worked on welding projects so forgive me. my father has started a project and is getting rather upset with some of his mid process results. he is welding 1/8" steel with his new welder but is having problems figuring .
Filling a 1/2" hole in 18-22 ga sheet metal takes alot more practice than say a piece of 1/8". No room for being to hot Your going to need small filler as well. sometimes I just pull some off the mig. .035" and use that. Unless it's extremely thin metal you should be able to MIG that with .023 or .030" wire (I've done body sheet metal and even welded coat hanger wire toghther with .030). TIG will work but it is a slow process with more precision then necessary and stick really really shines on thick base metals, much thicker than this would be, but both could . I'm in the jungle of Venezuela and welding on a friend's metal boat. It's a canoe shaped boat make with an angle stock frame and then probably 3mm steel sheet bent over the frame and welded to the frame. The boat was neglected and in some spots about half the thickness of the steel has rusted in big flaky sheets and has come off. Alright, a two prong question here. I have 2 each power sources to choose from, going on my portable 1974 Miller Big 40 as well as using a Miller 330A/BP (is set up as TIG now as well) can welding with my Arcreach 12 Suitcase weld sheet metal such as auto body using .023 wire with success? Both power sources are CC and not
When welding sheet metal you're going to want to tack your joints every 1.5 to 2 inches. That will keep your joint from spreading on you while welding. Use a hammer to tap all the spots that aren't tacked together. If you are using Mig it's best to weld vertically down. Once you have the the welder set then the trick is to keep a steady a arc .
Tig welding has advantages on sheet metal repair. I use it all the time when I install new patch panels and make custom sheet metal parts but there are a few places where MIG welding may actually be more advantageous. Filling holes on your firewall would be best done with a MIG. For 1) its faster. 2) if done properly it will transfer less heat .I tried plain ones once and the arc was very poor. The code number at the Lincoln site is K1876-1 for the arc torch. The rods are KP1905-1 and KP1905-2 for the 3/16" and 1/4", respectively. The rods are also available at most welding stores. As I said, my old Trindl Buzz-Box is rated at 90 amps AC and I could get a nice arc on about 60-70 amps. welding in all positions. Short-circuiting transfer is also particularly adaptable to welding sheet metal with minimum distortion and for filling gapped or poorly fitted parts with less tendency for burn-through of the part being welded. Globular Transfer is characterized by the transfer of molten metal in large drops across the arc.
when was stick welding invented
I use 6010/6011 for thin sheet metal. Heat and establish a puddle, move along your welding direction far enough to allow the puddle to freeze (keep moving. only pause at the puddle) and then move back to establish a puddle in the crater. Out, keep moving; in .its been a few years since i actively worked on welding projects so forgive me. my father has started a project and is getting rather upset with some of his mid process results. he is welding 1/8" steel with his new welder but is having problems figuring .
Filling a 1/2" hole in 18-22 ga sheet metal takes alot more practice than say a piece of 1/8". No room for being to hot Your going to need small filler as well. sometimes I just pull some off the mig. .035" and use that.
Unless it's extremely thin metal you should be able to MIG that with .023 or .030" wire (I've done body sheet metal and even welded coat hanger wire toghther with .030). TIG will work but it is a slow process with more precision then necessary and stick really really shines on thick base metals, much thicker than this would be, but both could . I'm in the jungle of Venezuela and welding on a friend's metal boat. It's a canoe shaped boat make with an angle stock frame and then probably 3mm steel sheet bent over the frame and welded to the frame. The boat was neglected and in some spots about half the thickness of the steel has rusted in big flaky sheets and has come off. Alright, a two prong question here. I have 2 each power sources to choose from, going on my portable 1974 Miller Big 40 as well as using a Miller 330A/BP (is set up as TIG now as well) can welding with my Arcreach 12 Suitcase weld sheet metal such as auto body using .023 wire with success? Both power sources are CC and not
When welding sheet metal you're going to want to tack your joints every 1.5 to 2 inches. That will keep your joint from spreading on you while welding. Use a hammer to tap all the spots that aren't tacked together. If you are using Mig it's best to weld vertically down. Once you have the the welder set then the trick is to keep a steady a arc . Tig welding has advantages on sheet metal repair. I use it all the time when I install new patch panels and make custom sheet metal parts but there are a few places where MIG welding may actually be more advantageous. Filling holes on your firewall would be best done with a MIG. For 1) its faster. 2) if done properly it will transfer less heat .I tried plain ones once and the arc was very poor. The code number at the Lincoln site is K1876-1 for the arc torch. The rods are KP1905-1 and KP1905-2 for the 3/16" and 1/4", respectively. The rods are also available at most welding stores. As I said, my old Trindl Buzz-Box is rated at 90 amps AC and I could get a nice arc on about 60-70 amps.
what is stick welding called
certificate courses for cnc machining in denver colorado

century sheet metal
shielded metal arc welding videos
Vintage 1960â??s Omni-Graphics VW Volkswagen Bus Tin Lunchbox - RARE. Great shape. Click here for more information
arc welding sheet metal|mig welding sheet metal basics