cutting clearance for sheet metal The document discusses the calculation of cutting clearance between the punch and die in sheet metal cutting operations. It defines cutting clearance and explains that the optimal amount depends on factors like material type and . Choose from our selection of steel brackets in a wide range of styles and sizes. In stock and ready to ship.Find models with galvanized 12- and 18-gauge steel that resists corrosion. From metal corner brackets to mending braces, you’ll find everything you need for your next project at Lowe’s. .
0 · wilson tool die clearance chart
1 · turret punch die clearance chart
2 · shear blade clearance chart
3 · punch clearance calculator
4 · punch and die size chart
5 · cutting clearance calculator
6 · clearance chart for slitting metal
7 · amada punch die clearance chart
The Rothley 20mm Steel Multi-Purpose Square Tube measuring 1m in length, is .
wilson tool die clearance chart
The document discusses the calculation of cutting clearance between the punch and die in sheet metal cutting operations. It defines cutting clearance and explains that the optimal amount depends on factors like material type and .
turret punch die clearance chart
Depending on the hardness and thickness of the material being cut, the ideal clearance can vary anywhere from 5 to 20 percent per side. Burr size, die rollover, burnish band and fracture zones are commonly used to .Clearance is an important factor in the design of a sheet metal cutting process. As discussed earlier, cutting clearance is the straight line, lateral distance between the edge of the punch .
In practical terms, when cutting sheet metal, the shearing force is typically provided by a tool such as a shear, punch, or blade. The tool applies the necessary force to deform and .Clearance between punch and die is required to facilitate the fracture of sheet metal material. High clearance between the tool and die causes burr on the cutting edge. Recommended clearance between punch and die is up to 2%. It . For example, the ideal cutting clearance for piercing a 0.500-in.-diameter round hole in a sheet of 0.100-in.-thick 300 series stainlesssteel is about 13 percent of the metal's thickness per side, or 0.013 in. per side.
Ever wondered why some metal sheets come out perfectly flat while others warp and distort? This article reveals the secrets behind cutting forces in rotary plate shears. You’ll learn how different angles and clearances .
Improve the accuracy and efficiency of your cutting process with these tips and tricks for determining and optimizing blanking clearance. Learn more now.The document discusses cutting clearance, which is the gap between the punch and die when cutting sheet metal. It explains that proper cutting clearance is necessary for tool life, part quality, and reducing stress.
shear blade clearance chart
punch clearance calculator
vintage style metal lunch box
The amount of clearance applied to the cutting process and the quality of the cutting steels directly affect the quality of the sheared-edge surface. Fig. 1 Depending on the hardness and thickness of the material being cut, the ideal clearance can vary anywhere from 5 to 20 percent per side.
At least four components in the die assembly can cause an increase in cutting clearance: two guide pins, the punch steel and the die steel. For simplicity, assume that the riser remains rigid and does not bend under load.
Providing bend relief (Fig. 4) near the bends in the workpiece will avoid tearing at the edge of the material and also provide clearance to ease any downstream operations. Typically, the proper punch-to-die clearance in the punching station is the largest clearance that produces a high-quality shear band and a clean break edge without producing a burr. These engineered clearances—as much as 10 to 15 percent/side, depending on the material thickness and type—optimize tool life and minimize work hardening .
Closer to a machining operation (cutting) than a stamping operation (punching), shaving clearances must be tight, usually 1 to 1.5 percent of the stock thickness per side. Too much clearance in the shave station will result in shearing and fracturing rather than shaving. The proper amount of cutting clearance depends on material type, thickness and shear strength. In general, per-side punch-to-die clearance for aluminum alloys will be 3 to 8 percent of material thickness for lower-strength aluminum alloys (UTS up to 230 MPa); higher-strength alloys (UTS over 230 MPa) may require as much as 11-percent per-side .
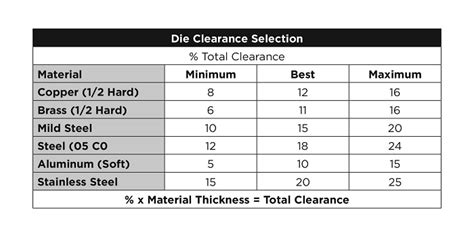
For example, designers commonly apply 10-percent-per-side cutting clearance to cutting and punching processes. Though perhaps an ideal cutting clearance for mild steel, it could be the worst choice for stainless steel in terms of burr height. Due to the higher stresses required to penetrate AHSS materials, additional cutting clearances are required between the punch and die when compared to cutting mild and HSLA steels. Also, as material thickness increases so must cutting clearance (Table 1). The problem is high compression in the punched corners, which results in a tighter cutting clearance in the corners compared to the straight portion of the punch profile. Improper punch-to-die clearance is the source of many hole-punching problems.
The arrival of CNC machining and 3D modeling has reduced the amount of time required to design, machine and assemble die components. One technique having sped up this process: the ability to cut clearance into the punch or die cavity by offsetting the cutter path by maximum material thickness. The amount of clearance applied to the cutting process and the quality of the cutting steels directly affect the quality of the sheared-edge surface. Fig. 1 Depending on the hardness and thickness of the material being cut, the ideal clearance can vary anywhere from 5 to 20 percent per side. At least four components in the die assembly can cause an increase in cutting clearance: two guide pins, the punch steel and the die steel. For simplicity, assume that the riser remains rigid and does not bend under load.
Providing bend relief (Fig. 4) near the bends in the workpiece will avoid tearing at the edge of the material and also provide clearance to ease any downstream operations. Typically, the proper punch-to-die clearance in the punching station is the largest clearance that produces a high-quality shear band and a clean break edge without producing a burr. These engineered clearances—as much as 10 to 15 percent/side, depending on the material thickness and type—optimize tool life and minimize work hardening . Closer to a machining operation (cutting) than a stamping operation (punching), shaving clearances must be tight, usually 1 to 1.5 percent of the stock thickness per side. Too much clearance in the shave station will result in shearing and fracturing rather than shaving.
The proper amount of cutting clearance depends on material type, thickness and shear strength. In general, per-side punch-to-die clearance for aluminum alloys will be 3 to 8 percent of material thickness for lower-strength aluminum alloys (UTS up to 230 MPa); higher-strength alloys (UTS over 230 MPa) may require as much as 11-percent per-side .
For example, designers commonly apply 10-percent-per-side cutting clearance to cutting and punching processes. Though perhaps an ideal cutting clearance for mild steel, it could be the worst choice for stainless steel in terms of burr height.
Due to the higher stresses required to penetrate AHSS materials, additional cutting clearances are required between the punch and die when compared to cutting mild and HSLA steels. Also, as material thickness increases so must cutting clearance (Table 1). The problem is high compression in the punched corners, which results in a tighter cutting clearance in the corners compared to the straight portion of the punch profile. Improper punch-to-die clearance is the source of many hole-punching problems.
punch and die size chart
cutting clearance calculator
Worse, the latest theft devices allow criminals to amplify a vehicle's radio signal so that thieves can better access and copy the key fob signal to steal a vehicle.
cutting clearance for sheet metal|wilson tool die clearance chart